This product has been discontinued and removed from our shelves.
XHH-C+U90-305 Light Gauge Steel Framing Machine
Steel Frame Roll Forming Machine
XHH-C+U90-305 light gauge steel framing machine is capable of producing C and U shape profiles with a thickness ranging from 0.8 mm to 2.0 mm. It is a wall, floor and roof truss frame design production system and the major applications are for high-rise buildings. The top line speed is up to 30m/min without punching and cutting.



| Model | C+U90-305 |
| Dimension | 1100*1500*1600mm |
| Main Servo Motor Power | 22kW |
| Hydraulic Motor | 11kW |
| Forming Steps | 12Steps |
| Forming Speed | 30m/min(without punching and cutting) |
| Voltage | 380V/50HZ/3Phase |
| Effective Width for C channel | 89mm, 140mm, 254mm, 305mm |
| Effective Width for U channel | 91mm, 143mm, 258mm, 310mm |
| Flange Height | 38mm, 41mm |
| Lip | 9-15mm |
| Material Thickness | 0.8-2.0mm |
| Tolerance for Cutting and Punching | ±1mm |
| Tolerance for Forming | ±1mm |
| Control System | IPC computer controlling system |
| Design Software | Vertex Software |
| Rollers | Made using SKD-11 steel with heat treatment, hard chrome plating on the surface of rollers |
| Material for Shaft | SKD-11 |
| Material for Puncher | SKD-11 |
| Material for Cutter | SKD-11 |
-
-
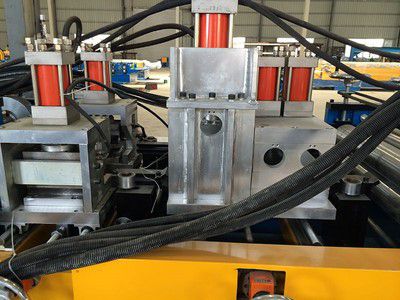
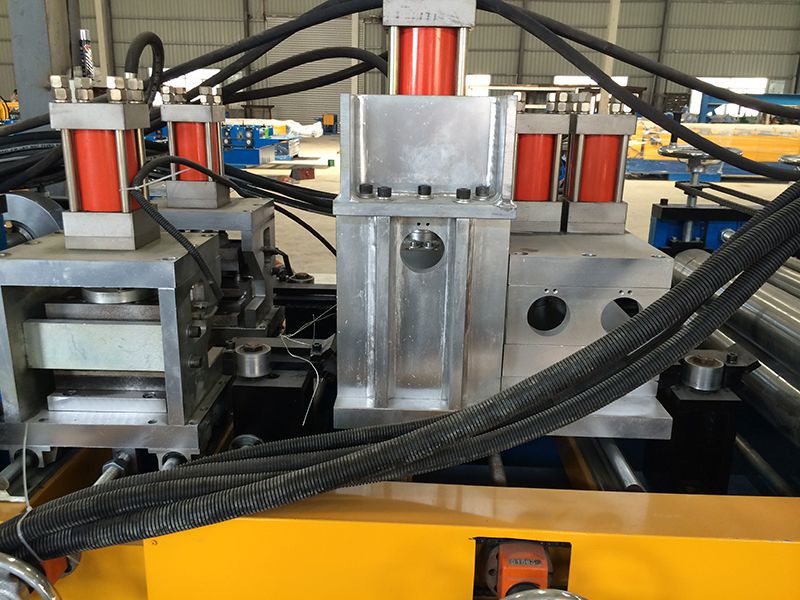
Post punching mould
XHH LGS Machine all with post punching and post cutting, which make more high precision performance on position & dimension
-
-
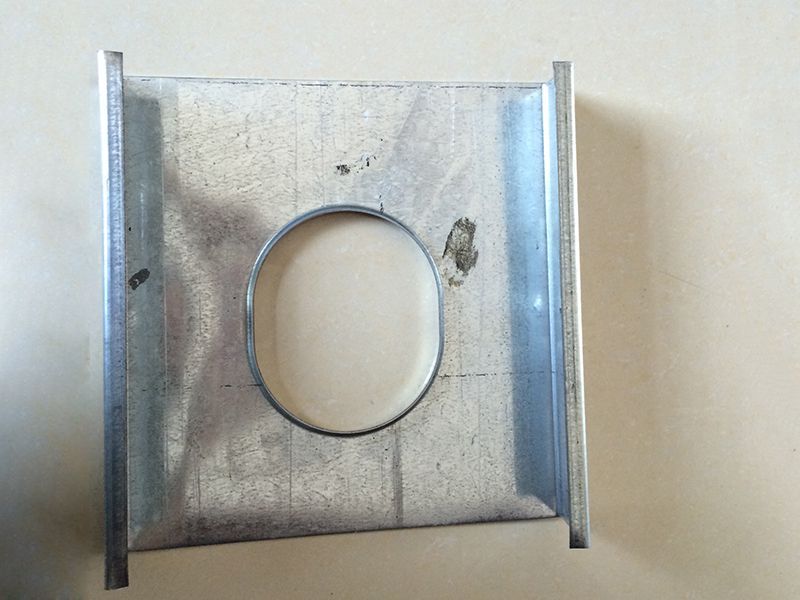
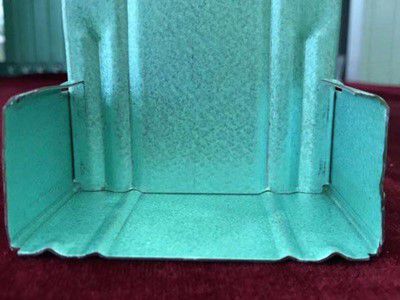
Seamless end-cut connection
It is a patent design of XHH LGS ROLL FORMER. The two ends of the vertical frame can seamlessly connect to the web of the bottom and top horizontal frames. So the weight of the house can be directly loaded and passed by the vertical frame, which makes the house safer.

-

-
Continuous web notch punching without extruding material
The strength of raw material will be greatly reduced when continuous web & lip notches are made, thus material in the pre-punching machine may be easily extruded and then cause machine jam during roll forming process. XHH LGS Machine with post punching system, which we can do more continuous web notch even in 0.55mm thin thickness without extruding material.

-
-
Lower material wasting
Short distance between punching & cutting die helps to limit the start-up material waste length at 0.2m, and end material waste length within 1m.

-

-
Save Cost
The length of each start-up waste of the XHH post-punching & cutting machine is about 1m. Most machines on the market are pre-punching & post-cutting (other suppliers), their waste material is about 8m on each start-up.
Start-Up/Change Steel Coil 8.11-12.13 kg 5 Steel Coils/Day 40.55-60.65 kg Material Saved/Year 12.17-18.2 T

- Main forming system
- 5 Tons Hydraulic Uncoiler
- Servo motor system
- IPC computer controlling system (Lenovo Laptop)
- Production software (1set)
- Design Software-Vertex, forever using license
- Hydraulic Automatic Punching Device (Web/Lip Notch, Swage, Service Hole, Chamfer, Dimple, Bolt Hole)
- Hydraulic post-cutting device (material: SKD-11)
- Automatic printing device
- Run out table (4m)